
مروری بر مخازن تحت فشار
تعریف مخزن تحت فشار : ظرفی است که برای نگهداری گاز یا مایعات در فشار کاملاً متفاوت از فشار محیط طراحی شده است.
ساخته شده در کارگاه | براساس نوع ساخت
| انواع طبقه بندی مخازن تحت فشار
|
ساخته شده در محل استفاده | ||
پرجی | ||
جوشی | ||
فورج | ||
فشار ریختگی | ||
مخزن فشار چند لایه | ||
فولادی | با توجه به متریال
| |
چدنی | ||
الومینیومی | ||
فشار داخلی | با توجه به فشار | |
فشار خارجی | ||
شعله مستقیم | بر اساس روش گرمایش | |
شعله غیر مستقیم | ||
استوانه ای | بر اساس هندسه ساخت | |
کروی | ||
مخروطی | ||
افقی | بر اساس جهت قرار گیری | |
عمودی | ||
شیبدار | ||
ثابت | بر اساس نصب | |
سیار | ||
جدار نازک | بر اساس ضخامت | |
جدار ضخیم |
بدنه مخزن : استوانه ای یا کروی | اجزای مخزن تحت فشار |
کلگی های مخزن : تخت،بیضوی،سهموی،نیمه کروی FLAT,ELLIP,TORI,HEMI | |
مهارها : پایه،قلاب،دامنه،سدل LEG,LUG,SKIRT,SADDLE | |
نازل ها و دریچه آدم رو |
استانداردها و کدهای مخازن تحت فشار:
کد: کدها در واقع چیزی جز مجموعه ای از قوانین طراحی ، ساخت ، نصب ، بازرسی و آزمایش کارخانه ها و تجهیزات فرآیند صنعتی نیستند
استاندارد : شامل مجموعه ای از قوانین است که توسط افراد حرفه ای برای طراحی ، ساخت و یکپارچگی اجزاء تحت فشار تهیه شده است.
کد های رایج دنیا برای مخازن تحت فشار
| کشور | نام سازمان | مخفف | کد(ها) |
| آمریکا | American Society of Mechanical Engineers | ASME | ASME VIII |
| هند | Bureau of Indian Standards | IS | IS 2825 |
| کانادا | Canadian Standard Association | CSA | CSA B51 |
| اروپا | Committee of European Normalisation | EN OR CEN | EN13445 |
| بریتانیا | British Standard Institute | BS OR BSI | BS5500 |
| آلمان | Deustche Institute of Normalising | DIN | AD2000 |
| ژاپن | Japanese Industrial Standardisation Committee | JIS OR JISC | JIS B 8243 |
| جهان | Organisation for Industrial Standards | ISO | ISO 16528 |
طراحی مخازن تحت فشار عموما بر اساس ملاحظات سرویس های مورد نظر انجام میشود اغلب این سرویس ها به شرح زیر می باشد:
- Cyclic Service: Fatigue
- Lethal Service
- Vibration Service
- Shock Service; Thermal or Impulse loading
- Low Temperature Service
- Cryogenic
- High Temperature Service
- Creep
- Creep –Fatigue
- Corrosion Service
- Contents: The contents of the vessel may require
special design considerations and/or material
selection. The following is a list of some of these
special services;
- Hydrogen Service
- Wet H2S Service (Sour Water)
- Caustic Service
- Ammonia Service
- Chloride Service
- Amine Service
- Sulfuric Acid
- Hydrochloric Acid
- Hydrofluoric Acid
- Polythionic Acid
- Types of Hydrogen Service Failures;
- SSC: Sulfide Stress Cracking
- ASSC: Alkaline Sulfide Stress
Cracking
- SZC: Soft Zone Cracking
- HIC: Hydrogen Induced Cracking
- SOHIC: Stress Oriented HIC
- SCC: Stress Corrosion Cracking
- GHSC: Galvanic Hydrogen Stress Cracking
- EC: Environmental Cracking
- Types of Stress Corrosion Cracking (SCC);
- Chloride
- Polythionic
- Caustic
- MEA/DEA
- Sulfide
- Ammonia
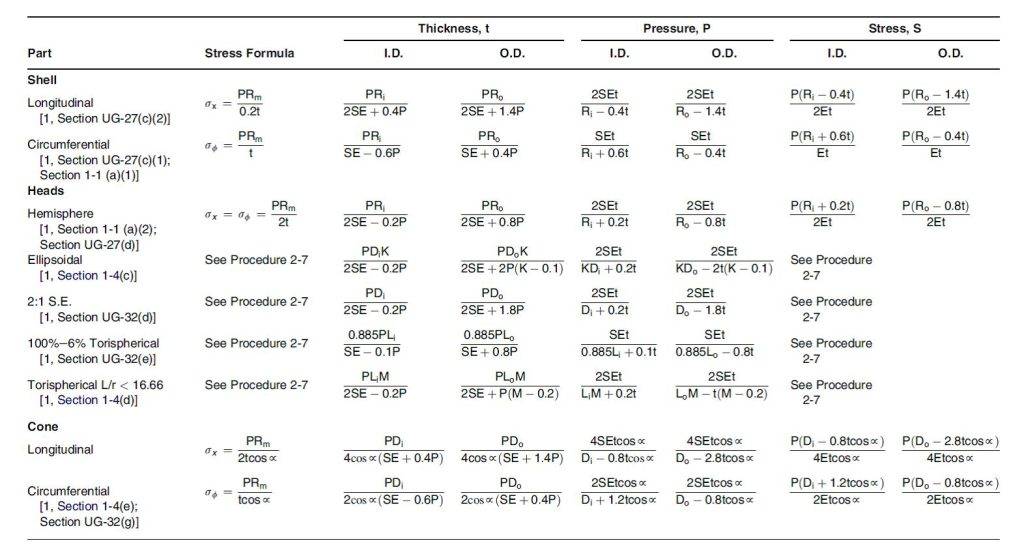
خلاصه فرمول های طراحی مخازن تحت فشار
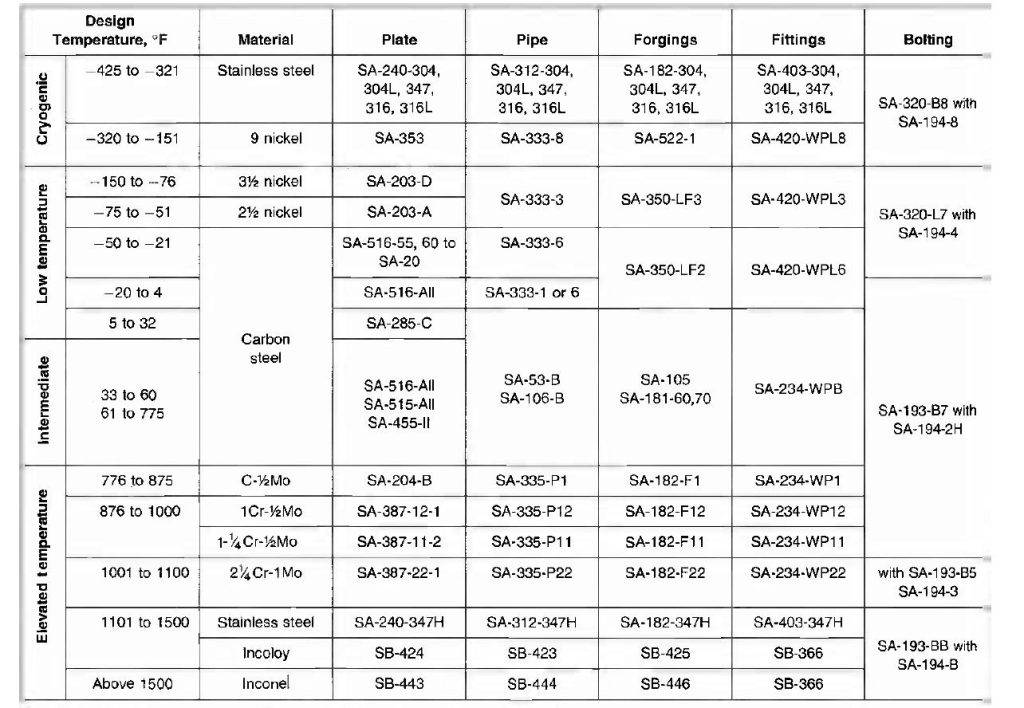
راهنمای سریع استفاده از متریال در سرویس های مختلف
نکات مربوط به استاندارد ASME
استاندارد ASME به 12 فصل تقسیم میشود:
| شماره فصل | نام فصل |
| 1 | RULES FOR CONSTRUCTION OF POWER BOILERS |
| 2 | MATERIALS |
| 3 | Rules for Construction of Nuclear Facility Components |
| 4 | Rules for Construction of Heating Boilers |
| 5 | Nondestructive Examination |
| 6 | Recommended Rules for the Care and Operation of Heating Boilers |
| 7 | Recommended Guidelines for the Care of Power Boilers |
| 8 | Rules for Construction of Pressure Vessels |
| 9 | Welding, Brazing, and Fusing Qualifications |
| 10 | Fiber-Reinforced Plastic Pressure Vessels |
| 11 | Rules for Inservice Inspection of Nuclear Power Plant Components |
| 12 | Rules for Construction and Continued Service of Transport Tanks |
- فصل های 2،5،8،9،12 مربوط به مخازن تحت فشار است
| شماره فصل | عنوان | زیر مجموعه |
| 2 | متریال | Part A مشخصات فنی مواد آهنی |
| Part B مشخصات فنی مواد غیر آهنی | ||
| PART Cمشخصات فنی الکترودها و سیم جوشها | ||
| Part D ویزگی ها | ||
| 5 | آزمون های غیر مخرب | |
| 8 | ساخت مخازن تحت فشار | Division 1 |
| Division 2 | ||
| Division 3 | ||
| 9 | جوشکاری و لحیم کاری | |
| 12 | ساخت مخازن حمل | |
- زیر مجموعه های فصل هشتم – بخش 1
| Subsection A | Part UG | کلیات |
| Subsection B | Part UW | روش ساخت با جوشکاری |
| Part UF | روش ساخت با فورج | |
| Part UB | روش ساخت با لحیم کاری | |
| Subsection C | Part UCS | ساخت با مواد آهنی |
| Part UNF | ساخت با مواد غیر اهنی | |
| Part UHA | ساخت با مواد الیاژی | |
| Part UCI | ساخت با چدن | |
| Part UCL | ورقهاي روكش شده يكپارچه | |
| Part UCD | ||
| Part UHT | ساخت با موادی که با عملیات حرارتی استحکام یا فته اند | |
| Part ULW | ||
| Part ULT | سرویس دمای پایین | |
| Part UHX | مبدل های حرارتی | |
| Part UIG |
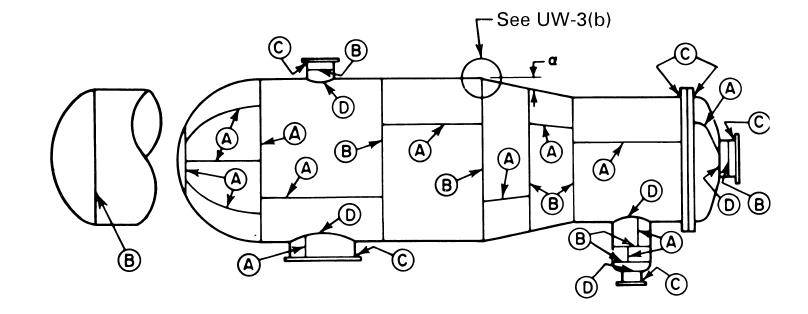
- طبقه بندی اتصال جوش
| نام گروه | ویژگی ها |
| A | جوشهای طولی در بدنه و نازل ها،تمامی جوشهای واقع در کلگی کروی یا تخت،جوشهای محیطی متصل به کلگی کروی که به نازل یا بدنه متصل شده |
| B | جوشهای محیطی در بدنه و نازل،جوشهای محیطی متصل به عدسی فرم داده شده( بجز کروی ) که به بدنه یا نازل وصل شود |
| C | جوش فلنج ، تیوب شیت یا عدسی تخت به بدنه ، عدسی یا نازل |
| D | جوش نازل ها به بدنه ،عدسی ها و نازل ها |
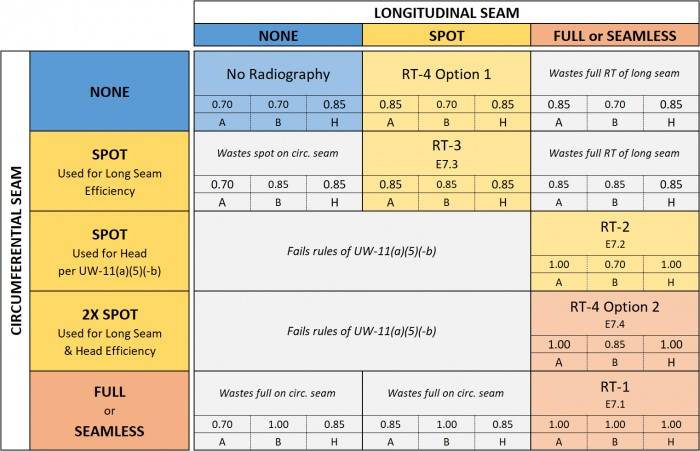
جدول راندمان جوش ها
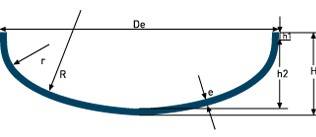
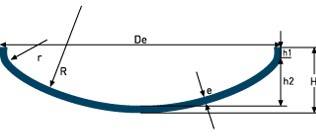
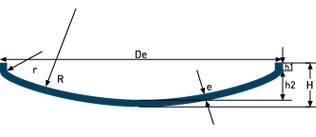
انواع کلگی (HEADS )
| شکل عدسی | نام عدسی | مشخصات | |
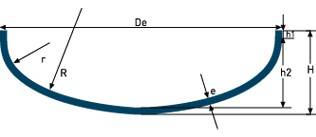 | Elliptical Head (NF E 81-103) | R≈ 0.856De r≈ 0.183De h1≥ 3e h2= Di/3.8 H= h2+h1+e V(h2)≈ (Di.1,06)².0,466h2 | |
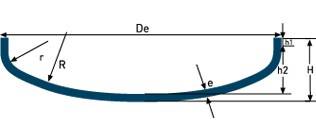 | G.R.C. (NF E 81-102) | R= De r= 0.1De h1≥ 3.5e h2= 0.1935De-0.455e H= h2+h1+e Dd= 1.11De+1.85h1 V(h2)≈ 0.1(Di)³ | |
 | Ellipsoidal head ASME | Form 1,9:1 Di = Da – 2 x s r1 = Di / 1,16 r2 = Di / 5,39 h1 = gem. NF E81-103 h2 = Di / 3,8 h3 = h1 + h2 | Form 2:1 R≈ 0.9De |
 | Flanged & Dished (ASME) | R= De r= 0.06De h2= R-√((R-r)²-(Di/2-r)²) H= h2+h1+e V(h2)≈ (Di/25,4)³.0,0013 | |
 | Hemispherical head | R=0.5Di CALOTA + SECTORES V≈0,2618Di³ | |
 | Korbbogen (DIN 28013)
| R= 0.8De r= 0.154De h1≥ 3e h2= 0.255De-0.635e H= h2+h1+e Dd= 1.16De+ 2h1 V(h2)= 0.1298(Di)³ | |
 | Klopper (DIN 28011)
| R= De r= R/10 h1≥ 3,5e h2= 0.1935De-0.455e H= h2+h1+e Dd= 1.11De+1.85h1 V(h2)= 0.1(Di)³ | |
 | High Crown Flanged & Dished (ASME)
| R= 0.8De r= 0.06De h2= R-√((R-r)²-(Di/2-r)²) H= h2+h1+e V(h2)≈ (Di/25,4)³.0,0016 | |
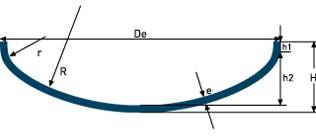 | 80-10 Flanged & Dished (ASME) | R= 0.8De r=0.1De h2= R-√((R-r)²-(Di/2-r)²) H= h2+h1+e V(h2)≈ (Di/25,4)³.0,0019
| |
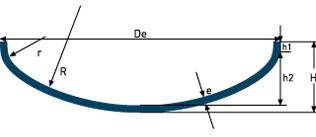 | M.R.C. (NF E 81-104) Dished head | R= De h2= R-√((R-r)²-(Di/2-r)²) H= h2+h1+e V(h2)≈ (De+r)².0,42h2 | |
MRC NF E 81 104 Dished head | R= De h2= R-√((R-r)²-(Di/2-r)²) H= h2+h1+e V(h2)≈ (De+r)².0,42h2 | ||
نکات مربوط به ساخت ، بازرسی ( FABRICATION):
برشکاری: درصورت برش ورق با اکسیژن یا قوس، اکسیدهای ناشی از برش باید به روش مکانیکی برطرف شود اگر سطح برشکاری شده برای جوشکاری استفاده نمیشود فقط ایجاد سطح صاف کافی است UG – 76
رواداری خارج از گردی در مخزن تحت فشار داخلی: اختلاف بین حداکثر و حداقل قطر داخلی نباید از یک درصد قطر اسمی تجاوز کند UG – 80
رواداری خارج از گردی برای کلگی ها : برای کلگی های سهموی،مخروطی،کروی و بیضوی UG – 81
- انحراف قسمت داخلی عدسی باید در محدوده 4/5% قطر و 8/5 % قطر قرارداشته باشد
- شعاع KNUCKLE نباید کمتر از مقدار تعیین شده باشد
- خارج از گردی SKIRT حداکثر یک درصد قطر مجاز است
تست هیدرواستاتیک : طبق UG- 99 فشار آزمون هیدرواستاتیک 1.3 برابر MAWP ضربدر نسبت ( تنش در دمای تست به تنش در دمای طراحی) برای فولاد مورد استفاده می باشد معمولا این نسبت یک درنظر گرفته میشود. بازرسی از مخزن باید در فشار آزمون تقسیم بر 1.3 انجام شود.برای جلوگیری از خطر شکست ترد دمای آزمون بهتر است 17 درجه سانتی گراد بالای MDMT باشد و از 48 درجه هم بیشتر نباشد.
وسایل کنترلی فشار ( شیر اطمینان یا سوپاپ اطمینان …): تنظیم فشار سوپاپ اطمینان در صورت استفاده از یک سوپاپ نباید از MAWP بیشتر باشددر صورت استفاده از بیش از یک سوپاپ فشار سوپاپ اول کمتر یا مساوی MAWP و سوپاپ دوم در فشاری بالاتر از MAWP ( حداکثر 105 درصد MAWP) تنظیم شود
تقسیم بندی مخازن در ASME بر اساس محدودیت های سرویس مورد استفاده
- سرویس مهلک
- دما پایین
- بخار
- شعله مستقیم
| نوع سرویس | ملاحظات |
| مهلک (LETHAL) | · تمامی جوشها باید رادیوگرافی شوند · مخازن با فولاد کربن استیل و کم الیاژ باید تنش زدایی شوند · همه جوشهای دسته A باید از نوع 1 باشند · همه جوشهای دسته B,C باید از نوع 1 یا 2 باشند · جوشهای دسته D باید نفوذی کامل باشند |
| دما پایین LOW TEMPERATURE | · همه جوشهای دسته A باید از نوع 1 باشند · همه جوشهای دسته B باید از نوع 1 یا 2 باشند · جوشهای دسته D C, باید نفوذی کامل باشند |
طراحی جوش طبق ASME :
- ابعاد و شکل لبه ها به گونه ای باشد که نفوذ کامل و ذوب کامل انجام شود
- طول تیپر نباید کمتر از سه برابر تریم باشد
- زمانی تیپر انجام شود که ضخامت تریم از 3 میل یا 0.25 درصد ضخامت ورق کمتر( هرکدام کوچکتر است ) باشد
- جوشکاری و یا برشکاری هر دو برای انجام تیپر قابل قبول است
- فاصله بین دو خط جوش طولی در دو بدنه مجاور از 5 برابر ضخامت ورق ضخیم تر کمتر نباشد
رادیوگرافی و تسهای غیر مخرب:
- در مورد راندمان جوش ( JOINT EFFICIENCY ) به جدول راندمان جوش در بالا مراجعه کنید در مورد معیار قبولی جوشها در رادیوگرافی به جدول مربوطه در همین سایت مراجعه کنید
- استفاده از روش آلتراسونیک بجای رادیوگرافی در مخازن تحت فشار مجاز است
- در صورتی که طبق طراحی، رادیوگرافی موضعی (SPOT) برای کل مخزن در نظر گرفته شود برای جوشهای لب به لب دسته B,C
در نازل های حداکثر 10اینچ و حداکثر ضخامت 29 میلیمتر به رادیوگرافی نیست
- درصورت رادیوگرافی موضعی ،در هر مخزن به ازای هر 15 متر خط جوش حداقل 6 اینچ رادیوگرافی انجام شود
- به ازای هر جوشکار یا اپراتور یک 6 اینچی باید رادیوگرافی شود
تلرانس عدم همترازی در مونتاژ ( HI-LO)
| ضخامت /mm | جوشهای A | جوشهای B,C,D |
| تا 13 و13 | ¼ ضخامت | ¼ ضخامت |
| بیش از 13 تا 19 و 19 | 3mm | ¼ ضخامت |
| بیش از 19 تا 38 و 38 | 3mm | 5mm |
| بیش از 38 تا 51 و 51 | 3mm | 1/8 t |
| بالای 51 | کمتر از 1/16 t یا 10 mm | کمتر از 1/8t یا 19 mm |
حداکثر گرده جوش :
| ضخامت /mm | جوشهای دسته B,C لب به لب | سایر جوشها |
| تا 2.4 | 2.4 | 0.8 |
| بیش از 2.4 تا 4.8 | 3.2 | 1.6 |
| بیش از 4.8 تا 13 | 4 | 2.4 |
| بیش از 13 تا 25 | 4.8 | 2.4 |
| بیش از 25 تا 51 | 5 | 3.2 |
| بیش از 51 تا 76 | 6 | 4 |
| بیش از 76 تا 102 | 6 | 6 |
| بیش از 102 تا 127 | 6 | 6 |
| بیش از 127 | 8 | 8 |
عملیات حرارتی تنش زداییPWHT
از PWHT می توان برای کاهش تنش های باقیمانده ، به عنوان روشی برای کنترل سختی یا حتی برای افزایش مقاومت مواد استفاده کرد انجام فرایند تنش زدایی به روش نادرست ، می تواند منجر به خرابی جوش ، ترک خوردگی بیشتر و افزایش حساسیت به شکست ترد شود.
PWHT انواع مختلفی دارد که دو نوع رایج آن عبارتند از :
- پس گرمایش POST HEATING:
ترک خوردگی ناشی از هیدروژن (HIC) اغلب هنگامی رخ می دهد که مقدار زیادی هیدروژن محیط در هنگام جوشکاری به ماده نفوذ می کند. با گرم کردن ماده پس از جوشکاری ، می توان هیدروژن را از منطقه جوش داده شده متفرق کرد ، بنابراین از HIC جلوگیری می شود. این فرایند به عنوان پس گرمایش شناخته می شود و باید بلافاصله پس از اتمام جوشکاری آغاز شود. به جای اینکه اجازه داده شود تا خنک شود ، بسته به نوع و ضخامت مواد لازم است تا درجه حرارت مشخص شود. بسته به ضخامت ماده باید چند ساعت در این دما نگه داشته شود.
- تنش زدایی STRESS Relieving :
فرآیند جوشکاری می تواندمقادیر زیادی تنش باقیمانده را در ماده ایجاد کند ، که می تواند منجر به افزایش پتانسیل خوردگی تنش و ترک خوردگی ناشی از هیدروژن شود. از PWHT می توان برای از بین بردن این تنشهای باقیمانده و کاهش این پتانسیل استفاده کرد. این فرایند شامل گرم كردن مواد تا دمای خاص و سپس سردکردن تدریجی آنها است.
- دمای کوره نباید در هنگام قرارگرفتن مخزن در داخل ان نباید از 425 درجه سانتی گراد بیشتر باشد
- بالای 425 درجه آهنگ گرم کردن نباید از 222 درجه در ساعت به ازای ضخامت قطعه بیشتر باشد
- در حین گرم کردن تغییرات دمایی در فواصل 1.6 متری از 139 درجه بیشتر نشود
- در زمان نگهداشت اختلاف حداکثر دما و حداقل دما کوره در نقاط مختلف مخزن از 83 درجه تجاوز نکند
- محیط کوره از نظر اکسیداسیون بیش از حد باید کنترل گردد
- بالای 425 درجه آهنگ سرمایش از 280 درجه بر ساعت به ازای حداکثر ضخامت فلز بیشتر نشود
- اهنگ گرمایش و سرمایش به طور کلی از 56 درجه بر ساعت کمتر نباشد
- در صورت به رفتن فولاد با چند نوع P NUMBER از دمای بالاتر استفاده گردد
- درصورت انجام تعمیرات برای 1,2,3 تا ضخامت 38 میل بعد از عملیات حرارتی نیاز ه عملیات حرارتی مجدد نیست